安徽华生机电集团有限公司
专注冷焊技术20年,主要致力于微型电机、冷焊技术及相关产品的研发、生产和销售,为用户定制焊接自动化解决方案。

安徽华生机电集团有限公司
Shanghai Shengzao Electromechanical Equipment Co., Ltd
 400-0563000
400-0563000  13764386088
137643860887*24小时免费咨询电话





新闻资讯
- 联系方式
- 联系人:朱经理
- 手机:13764386088(微信同号)
- 邮箱:hsjd@anhuihsjd.com
- 地址:安徽省宣城市泾县经济开发区经二路
为什么冷焊机焊接不上去
2025-01-03
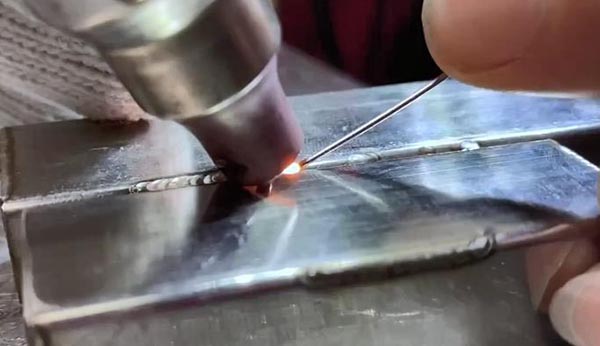
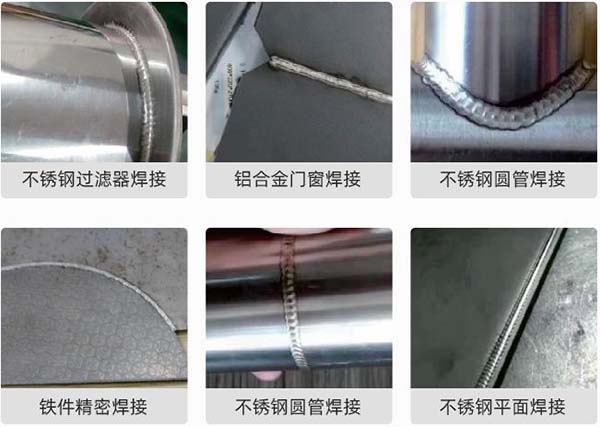
你看到的冷焊效果是这样的。

你焊出来的效果却是这样的。

如果你也遇到上面所说的情况,不要着急。哪怕冷焊机操作简单,但如果你是初次接触,在焊接中难免会忽略一些细节,这是大多数人都会出现的情况,当你慢慢熟悉冷焊机以及冷焊机的操作时,就能够达到满意的焊接效果。
冷焊机常见问题
现象一:焊丝没有融化在工件上。
原因1:钨针与工件间隔太远,与焊丝间隔太近。
解决方法:把钨针放在焊丝的延长线上面,距离小于1mm,同时距离工件的高度小于0.7mm。特别注意钨针位置不要因为踩脚踏开关的移动而移动。
原因2:冷焊设备输出功率不足。
解决方法:调节焊接时间与焊接电流,提高输出功率。

原因3:焊头打磨角度不对,功率不集中。
解决方法:焊接内角或窄缝时,可以将钨针磨成20-25度左右的尖锥;焊接平面或棱角时,可以将钨针端部磨成70-90度的圆锥;在焊接铜铝等金属时,可将钨针磨成半球形。

原因4:焊枪倾斜角度过大,导致放电位置变成焊丝部位。
解决方法:尽量使焊枪垂直于工件,钨针垂直于焊丝。

原因5:焊丝尾部没有与工件良好衔接。
解决方法:让焊丝的尾部与工件衔接在一块,尤其注意焊丝末端是否翘起。

现象二:冷焊机出现拉弧的声音,但不能焊接。
原因1:接地地缆没有与工件连接。
解决方法:检查接地地缆连接情况,并确保与工件成功连接。

原因2:手握位置较高,没有触碰到焊枪上的金属感应圈。
解决方法:手握焊枪时,至少保持一个手指或手掌接触到金属感应圈,以确保引弧。

现象三:焊丝起珠,无法焊上。
原因:焊丝起珠后直径变大,原先的焊接功率不满足焊接需求。
解决方法:1、把起珠部分的焊丝舍弃;2、把钨针的位置放的离工件和焊丝更近一些。提示:剪掉起珠部分焊接效果更好。
冷焊机的使用方法
1、焊前清洁:将工件表面的油污杂质清理干净。
2、选择焊丝:根据板材厚度与焊缝大小选择相应的焊丝直径,且所需焊丝与母材性质一致,即使不能一模一样,也要选择相近的。
3、安装焊枪:把钨针打磨成合适的角度,一般情况下,建议钨针露出8mm的长度,露出太多氩气无法保护,焊后发黑发黄,露出太少则操作困难。
4、调节参数:根据焊接材料选择焊接模式,调节电流和时间。
5、进行焊接:焊接时,手拿焊枪与工件之间形成75-90度为宜,角度不要过低或过高,按照焊接方向依次焊接。
新手使用冷焊机进行焊接时,有一些操作技巧可能不能立刻熟练掌握,这都是正常情况。初期可以利用废弃材料练手,熟能生巧之后再进行作业,如若操作过程中遇到问题可以及时联系冷焊机厂家获取解决方案。
- 上一篇:电线电缆冷焊机是什么
- 下一篇:冷焊机能焊多厚的材料
 13764386088
13764386088
 备案号:皖公网安备34182302000307号
备案号:皖公网安备34182302000307号